我们的东营(本地)螺旋管球墨铸铁管生产加工产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:东营(本地)螺旋管球墨铸铁管生产加工的图文介绍
螺旋管球墨铸铁管生产加工")
螺旋管球墨铸铁管生产加工")
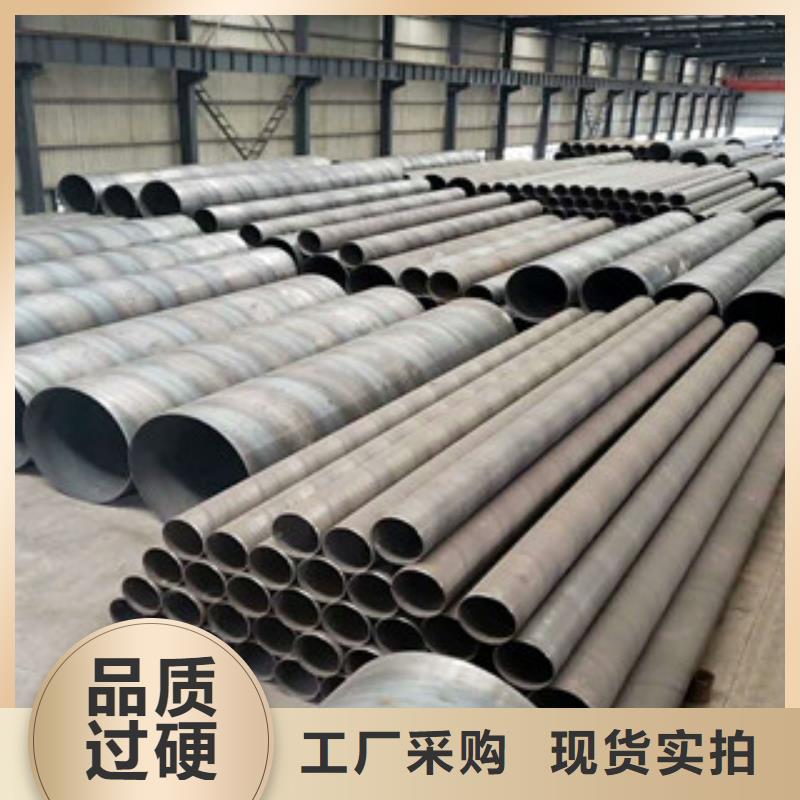
螺旋焊管的优缺点螺旋焊管的优点:
(1)使用同一宽度的带钢能够生产出不同直径的钢管,尤其是可用窄带钢生产大直径的钢管。
(2)同等压力条件下,螺旋形焊缝所承受的应力比直缝小,为直缝焊管的75%~90%,因而能够承受较大的压力。与相同外径的直缝焊管相比较,在承受同等压力的情况下,壁厚可减小10%~25%。
(3)尺寸精确,一般直径公差不超过0.12%,挠度小于1/2000,椭圆度小于1%,一般可以省去定径和矫直工序。
(4)可连续生产,理论上可以生产无限长钢管,切头、切尾损失小,可提高金属利用率6%~8%。
(5)和直缝焊管相比其操作灵活、更换品种调整方便。
(6)设备重量轻、初投资少。可做成拖车式流动机组,直接在敷设管道的施工工地生产焊管。
(7)易于实现机械化、自动化。
螺旋焊管的缺点是:由于使用成卷带钢为原料,有一定的月牙弯,且焊接点是在具有弹性的带钢边缘区,因此不易对准焊炬,影响焊接质量。为此,要设置复杂的焊缝跟踪和质量检查设备。
螺旋管球墨铸铁管生产加工")
螺旋管球墨铸铁管生产加工")
螺旋管球墨铸铁管生产加工")
南恩物资有限公司服务承诺
1、在客户正常的储运、保养、使用条件下,因【井篦子】产品的制造质量问题而不能正常使用时,提供三包(保修、包退、包换)服务。
2、在接到【井篦子】质量信息反馈时,将在24小时内提出处理意见,并做到100小时内赶到现场处理问题,待正常运转后,再分析原因,明确责任。
3、为出厂【井篦子】产品提供必要的技术文件和产品合格。
4、根据客户需求或协议及时提供备品、备件和安装、调试、维修服务及对客户有关人员进行技术培训。
螺旋管球墨铸铁管生产加工")
螺旋管球墨铸铁管生产加工")
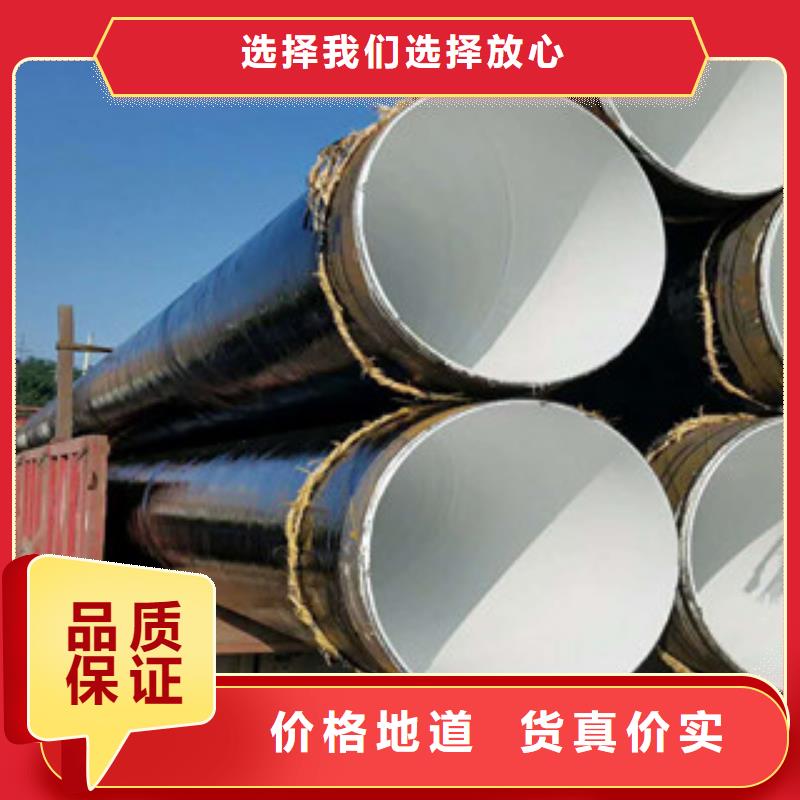
在管道内会产生不同的应力,其中以温度和压力作用为主,这二种应力会不同类型的作用,所以所产生的也不同,在直埋供热管道中还会有轴向位移所产生的土壤侧向压缩反力,同时还有峰值应力,一般情况下峰值应力不会引起显着的变形。
聚氨酯发泡保温钢管,黑夹克聚氨酯保温钢管,黄夹克聚氨酯保温钢管,聚氨酯发泡保温螺旋钢管,聚氨酯发泡保温无缝钢管,热水管道用聚氨酯发泡保温钢管,热网加热用聚氨酯发泡保温钢管,我公司直销聚氨酯发泡保温钢管价格有优势。
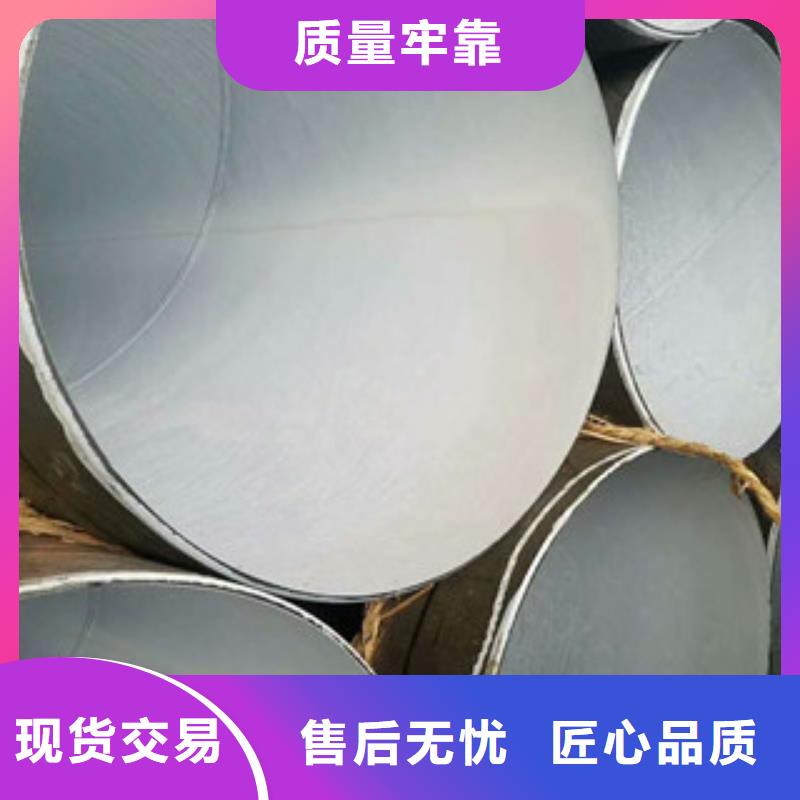
聚氨酯保温钢管大口径螺旋钢管生产厂家Q235B螺旋钢管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
聚氨酯保温钢管采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制。内焊和外焊均采用美国电焊机进行单丝或双丝埋弧焊接,从而的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时缺陷。常见的螺旋钢管焊缝当现气孔的原因是:焊剂当中存在着水分,或者是一些脏东西等等,在进行焊接的时候存在着这些东西就会使焊管出现气孔。
螺旋管球墨铸铁管生产加工")
螺旋管球墨铸铁管生产加工")
螺旋管球墨铸铁管生产加工")
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。




 扫一扫
扫一扫